
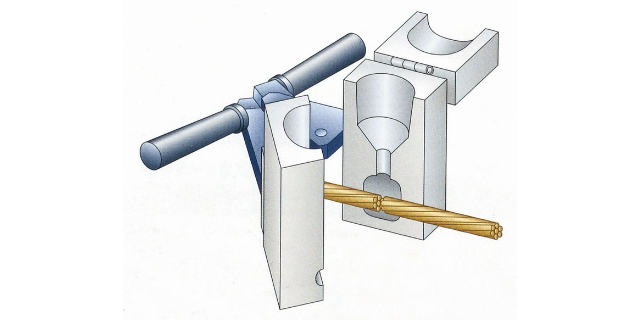
放热焊接是一种简单、高效率、高质量的金属连接工艺。主要用于铁路、高速公路发电厂、变电站、开关站、高压输电线路、电气化铁路、电信、移动通信基站、微波中继站、地面卫星接受站、雷达站等重点工程以及贵重精密仪器、计算机机房设备、邮电程控设备、广播电视设备、电子医疗设备等工作接地和保护接地;石油输送管道及油气罐,易燃易爆物质仓库防雷接地。一、工艺原理(1)放热焊接是通过铝与氧化铜的化学反应(放热反应)产生液态高温铜液和氧化铝的残渣,并利用放热反应所产生的高温来实现高性能电气熔接的现代焊接工艺。放热焊接适用于铜、铜和铁及铁合金等同种或异种材料间的电气连接,它无需任何外加的能源或动力。(2)反应式:3cu2o 2al┄┄>6cu al2o3 热量(温度可达2537℃以上)(3)工艺流程被焊接物敷设----选择模具----焊接准备----焊接物就位----放置钢盘----加入反应粉末----点火器点火----焊接----清洁模具放热焊接可以实现金属件的密封和连接,确保其具有较高的强度和稳定性。江西铁路放热焊接剂
在电气施工中经常会遇到电气连接,电气连接的好坏将直接影响整个电力系统的运行和设备、人身的安全。放热焊接是我国近几年引入的一项新的电气连接技术,与压接和螺栓连接等机械连接不同的是,它以化学反应的方式使连接起和被连接体之间形成分子间连接。放热焊接应用于铁路领域的电气施工,后来逐步应用到接地系统、防雷系统和输电线路、电缆的连接。在咸阳60万吨/年甲醇项目放热焊接广泛应用于接地系统和防雷系统。实际应用表明,放热焊接技术具有操作简便、成功率高、焊接接头质量稳定等其他连接方式不可比拟的优点。辽宁接地线放热焊接模具在放热焊接过程中,高温的热源被用于熔化金属并形成焊接接头。
焊接步骤1)每次开工前用加热工具(如烘干箱或喷灯)将模具和被焊接物的焊接处烘干,确保其干燥,避免焊点内部产生气泡。2)模具及被焊接物应清洁、干燥。被焊接物表面的尘土、油脂、氧化物(锈)或其它附着物等必须完全清洗干净,使其洁净光亮后才可进行焊接作业。如果模具内遗留的残渣不完全清洗干净,将造成焊成表面不平滑、不光亮。3)4)要点:①祛除水气②清洁焊接物③清洁模具(清洁模具,使用软毛刷或其他软性物品)。5)6)3)检查模具接触面的密合度,防止作业时铜液从缝隙处渗漏出来。模夹的紧密度对熔接的效果有影响,在熔接开始之前认真检查模夹,并作适当调整。为了防止焊接物移动、延长模具的使用寿命,可以将模夹装到模具上,模具的规格随焊点的结构形式而异
火焰焊接是一种常见的放热焊接方法,它通过将燃烧气体与氧气混合并点燃,产生高温火焰来加热和融化金属材料。火焰焊接广泛应用于钢铁、铜和铝等金属的焊接,可以在多种应用中实现强固的连接。电弧焊接是另一种常见的放热焊接方法,它利用电弧产生的高温来加热和融化金属材料。电弧焊接可以通过手持焊枪或自动焊机进行,适用于焊接各种金属材料,如钢铁、不锈钢和铝合金等。激光焊接是一种高精度的放热焊接方法,它利用激光束将金属材料加热至熔点。激光焊接具有高能量密度、焊缝精细和热影响区小的优点,适用于对焊接质量要求较高的应用,如微电子、精密器械和航空航天领域。放热焊接需要进行焊接接头的检测和评估,以确保其满足质量标准和要求。

放热焊接是一种简单、高效率、高质量的金属连接工艺,它利用金属化合物放热还原反应产生的热量作为热源,通过过热的(被还原)熔融金属,直接或间接加热工作,在特制的石墨模具的型腔中形成一定形状、尺寸、符合工程需求的熔焊接头。它是利用放热化学反应产生的高热来完成熔接的一种工艺方法。放热熔焊又称为:火泥熔接,火泥熔焊,放热焊接,热化学熔焊等。其焊接点是分子结合,不会老化,不易受腐蚀性产物的影响;焊点载流能力强,能经受反复多次的大浪涌电流而不退化;焊接速度快,焊接质量高,简单易学,易操作,省时省工。这些特点都要优于普通的传统焊接方法。放热熔焊目前广泛应用于接地网建设、防雷设施建设及重要设备的焊接。放热焊接可以应用于多种焊接位置和角度,如水平、垂直和斜向等。辽宁接地线放热焊接模具
放热焊接可以实现多种材料之间的焊接,如金属与塑料的焊接。江西铁路放热焊接剂
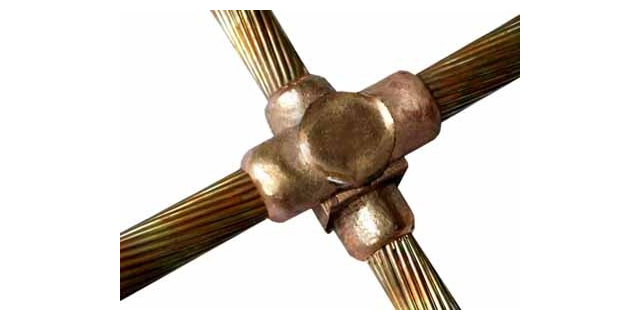
放热焊接的质量检查1)检查项目:焊点质量的优劣可通过目测检查。检查项目为焊接物的大小、颜色、表面光洁度和气泡等外观检查。大小:焊接范围导线没有大量的暴露。渣子清洗干净后,水平连接的冒口不低于导线的顶端。颜色:接头正常的颜色是金黄色至青铜色。表面光洁度:接头表面应该相当平滑,没有大块渣子存在。如果接头表面有20%的渣子,或渣子清洗后有导线暴露,接头报废。气泡度:接头表面的有小孔,其深度一定不能延伸至导线的中心。2)质量标准:良好:牢固的焊接,只有极小的表面上的不完美。不合格:表面上大量的残渣是由于焊粉从没有放好的托片侧泄漏或缺乏托片引起的。在进行下一步连接前检查模具反应腔的情况并核查托片的位置。容许:焊接头低于正常情况,但仍足以够用。不合格:焊接物和(或)模具中过多的水分,电缆和模具必须烘干。注意事项1)每一包焊粉对应焊接一个焊点、焊粉牌号需与模具铭牌上注明的焊粉用量一致,使用前需仔细对照确认。2)焊粉的计量单位以克(gram)计,焊粉的牌号标示其剂量克数,因此如果现有的焊粉牌号与模具标志的剂量不匹配时可视实际情况增减。3)焊粉出厂时对于其防潮已采取多层保护,但建议仍需妥善保管避免受潮。江西铁路放热焊接剂